강압 변압기는 권선 비율 및 사양에 따라 높은 AC 전위를 낮은 AC 전위로 감소시키는 장치입니다.
이 기사에서는 일반적으로 주전원으로 작동하는 전원 공급 장치에 적용되는 기본 강압 변압기를 설계하고 구성하는 방법에 대해 설명합니다.
소개
이것은 전자 애호가가 특정 요구에 따라 자체 변압기를 개발하고 구축하는 데 도움이 될 것입니다. 다음 페이지에서는 만족스럽게 개발 된 변압기를 얻기 위해 단순화 된 레이아웃 방법이 제시됩니다. 반면에 디자인 프로세스는 일부 실험의 대상이 될 수 있습니다.
이 기사에 제시된 표는 설계자가 적절한 크기의 와이어 또는 코어 라미네이션을 찾는 데 도움이되는 계산을 간략하게 정리했습니다. 설계자가 원치 않는 세부 사항에 절대 당황하지 않도록하기 위해 독점적으로 적절한 데이터와 계산이 여기에 제공됩니다.
여기서 우리는 구체적으로 변압기에 대해 논의 철심 주위에 절연 구리선이 2 개 이상 감겨 있습니다. 1 차 권선 하나와 2 차 권선 하나 이상입니다.
각 권선은 서로 전기적으로 절연되어 있지만 적층 철심을 사용하여 자기 적으로 연결됩니다. 소형 변압기는 셸형 구조를 가지고 있습니다. 즉, 권선은 그림 1에서와 같이 코어로 둘러싸여 있습니다. 2 차측에 의해 공급되는 전력은 실제로 1 차측에서 전송되지만 전압 레벨은 a의 권선 비율에 따라 달라집니다. 한 쌍의 권선.
비디오 통역
기본 변압기 설계
변압기 설계에 대한 초기 단계로서 1 차 및 2 차 전압 평가와 2 차 암페어 정격을 명확하게 표현해야합니다.
그 후 사용할 핵심 내용을 결정합니다 : 일반 강철 스탬핑 또는 CRGO (냉간 압연 곡물 지향) 스탬핑. CRGO는 더 큰 허용 자속 밀도와 감소 된 손실을 특징으로합니다.
코어의 가능한 가장 좋은 단면 부분은 대략 다음과 같이 지정됩니다.
코어 영역 : 1.152 x √ (출력 전압 x 출력 전류) sq cm.
2 차가 여러 개인 변압기의 경우 각 권선의 출력 전압 증폭기 곱의 합을 고려해야합니다.
1 차 및 2 차 권선의 권선 수는 다음과 같은 볼트 당 권선비 공식을 사용하여 결정됩니다.
볼트 당 회전 수 = 1 / (4.44 x 10-4주파수 x 코어 영역 x 자속 밀도)
여기서 주파수는 일반적으로 인도 가정용 전원 소스의 경우 50Hz입니다. 플럭스 밀도는 약 1.0 Weber / sq.m로 간주 될 수 있습니다. 일반 강철 스탬핑 및 약 1.3 Weber / sq. m. CRGO 스탬핑 용.
1 차 권선 계산
1 차 권선의 전류는 다음 공식으로 표시됩니다.
1 차 전류 = 1 차 전압 x 효율로 나눈 o / p Volt 및 o / p Amp의 합계
소형 변압기의 효율은 0.8에서 0.§6 사이에서 벗어날 수 있습니다. 0.87 값은 일반 변압기에 매우 적합합니다.
권선에 적합한 와이어 크기를 결정해야합니다. 와이어 직경은 권선에 대한 정격 전류와 와이어의 허용 전류 밀도에 따라 다릅니다.
전류 밀도는 233amps / sq.cm에 달할 수 있습니다. 소형 변압기 및 최소 155A / sq.cm. 큰 것.
권선 데이터

일반적으로 200amps / sq.cm의 값입니다. 생성되는 Table # 1에 따라 고려할 수 있습니다. 1 차 권선의 권수는 다음 공식으로 표시됩니다.
일 순위 회전 수 = 볼트 당 회전 수 x 1 차 볼트
권선에 의해 소비되는 공간은 절연 밀도, 권선 기술 및 와이어 직경에 의해 결정됩니다.
표 # 1은 평방 cm 당 회전 수의 예상 값을 제공합니다. 이를 통해 1 차 권선이 소비하는 창 면적을 계산할 수 있습니다.
1 차 권선 면적 = 1 차 권선 / 표 # 1의 sq.cm 당 회전 수
2 차 권선 계산
가정 된 2 차 전류 정격을 고려할 때 표 1을 직접 살펴보면 2 차 권선의 와이어 크기를 결정할 수 있습니다.
2 차측의 권선 수는 1 차측과 동일한 방법으로 계산되지만, 부하시 변압기의 2 차 권선 전압의 내부 강하를 보상하기 위해 약 3 % 초과 권선을 포함해야합니다. 그 후,
2 차 회전 = 1.03 (볼트 당 회전 수 x 2 차 볼트)
2 차 권선에 필요한 창 면적은 표 2에서 다음과 같이 식별됩니다.
2 차 창 면적 = 2 차 회전 / 평방 cm 당 회전 수. (아래 표 2에서)
코어 크기 계산
코어를 선택하는 주요한 측정 방법은 접근 가능한 권선 공간의 총 창 면적 일 수 있습니다.
전체 창 면적 = 기본 창 면적 + 보조 창 면적의 합계 + 이전 및 단열 공간.
권선 사이에 전자와 절연을 지원하기 위해 약간의 추가 공간이 필요합니다. 나중에 사용자 정의해야 할 수도 있지만 30 %가 처음부터 고려 될 수 있지만 추가 영역의 특정 수량은 다를 수 있습니다.
변압기 스탬핑의 테이블 치수

보다 실질적인 창 공간을 갖는 완벽한 코어 크기는 일반적으로 적층하는 동안 적층 사이의 간격을 고려하여 표 2에서 결정됩니다 (코어 적층 요소는 0.9로 간주 될 수 있음).
총 코어 면적 = 코어 면적 / 0.9 sq cm. 일반적으로 정사각형 중앙 팔다리가 선호됩니다.
이를 위해 라미네이션 혀의 너비는
혀 너비 = √ 총 코어 면적 (sq.cm)
이제 표 2를 다시 한 번 참조하고 계산 된대로 적절한 창 면적과 가까운 혀 너비 값을 갖는 적절한 코어 크기를 최종 지점으로 찾으십시오. 원하는 코어 섹션을 얻기 위해 필요에 따라 스택 높이를 수정합니다.
스택 높이 = 총 코어 영역 / 실제 혀 너비
스택은 혀 너비 아래에 많지 않아야합니다. 오히려 더 많아야합니다. 그러나 텅 너비의 11/2 배를 초과해서는 안됩니다.
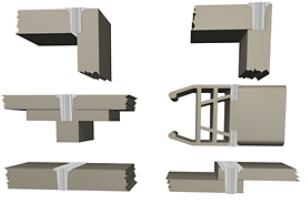
코어 어셈블리 다이어그램


변압기 조립 방법
권선은 코어 라미네이션의 중간 기둥에 맞는 절연 포머 또는 보빈 위에 수행됩니다. 1 차는 일반적으로 먼저 감기고 다음은 2 차가 권선의 두 레이어 사이에 절연을 유지합니다.
마지막 절연 층 하나가 권선 위에 적용되어 기계적 및 진동 열화로부터 모든 것을 보호합니다. 얇은 와이어를 사용할 때마다 터미널을 외부로 가져 오기 위해 특정 끝을 더 무거운 와이어에 납땜해야합니다.
라미네이션은 일반적으로 설정에서 반전 된 번갈아 라미네이션에 의해 전자에 결합됩니다. 라미네이션은 적절한 클램핑 프레임 워크를 통해 또는 너트와 볼트를 사용하여 단단히 결합되어야합니다 (스루 홀이 라미네이션 어셈블리 내에 제공되는 경우).
차폐를 적용하는 방법
1 차 권선과 2 차 권선 사이에 정전기 차폐를 활용하여 1 차 권선에서 2 차 권선으로 이동하는 전기 간섭을 방지하는 것이 현명한 아이디어 일 수 있습니다.
강압 변압기 용 실드는 구리 호일로 구성 할 수 있으며, 두 권선 사이에 1 텀 이상 감을 수 있습니다. 호일의 두 끝이 서로 접촉하지 않도록 전체 호일에 단열재를 적용하고 적절한주의를 기울여야합니다. 추가적으로 와이어는이 차폐 필드로 납땜 될 수 있고 회로의 접지선 또는 회로의 접지선으로 클램핑 될 수있는 변압기의 적층과 연결될 수 있습니다.
이전 : 로드셀 및 Arduino를 사용한 디지털 계량 스케일 Next : 커패시터 누설 테스터 회로 – 누설 커패시터를 빠르게 찾기